Silverskin thermal covers help protect your temperature-sensitive products against thermal damage in transit. Our thermal covers slow down temperature exchange by guarding against short temperature spikes that can threaten your temperature sensitive products’ integrity, often experienced during loading and off-loading, cross docking and even the most demanding packing and warehouse conditions.
Manufactured from strong, flexible, protective insulation materials and available in grades to suit different performances and budgets, our portfolio comprises thermal covers that offer thermal protection across all modes of transport. This helps keep temperature sensitive products safe within their specified ship to label-claims throughout the duration of their journey.

Silverskin Performance Features
- Various grades and thicknesses
- Reflects solar radiation
- Water resistant
- Reduces temperature exchange
- Tamper evident security barrier
- Minimal storage requirements
- Security/theft protection
- Protects during cross docking operations





Silverskin PRO PP150
- Woven reflective film
- For ship to label claims of +2°C to +30°
- Suitable for exposure to hot temperatures on low risk lanes
Silverskin PRO PH300

- Multi-laminate reflective foil
- For ship to label claims of +2°C to +30°C
- Suitable for exposure to hot temperatures on low to medium risk lanes
Silverskin PRO PB400
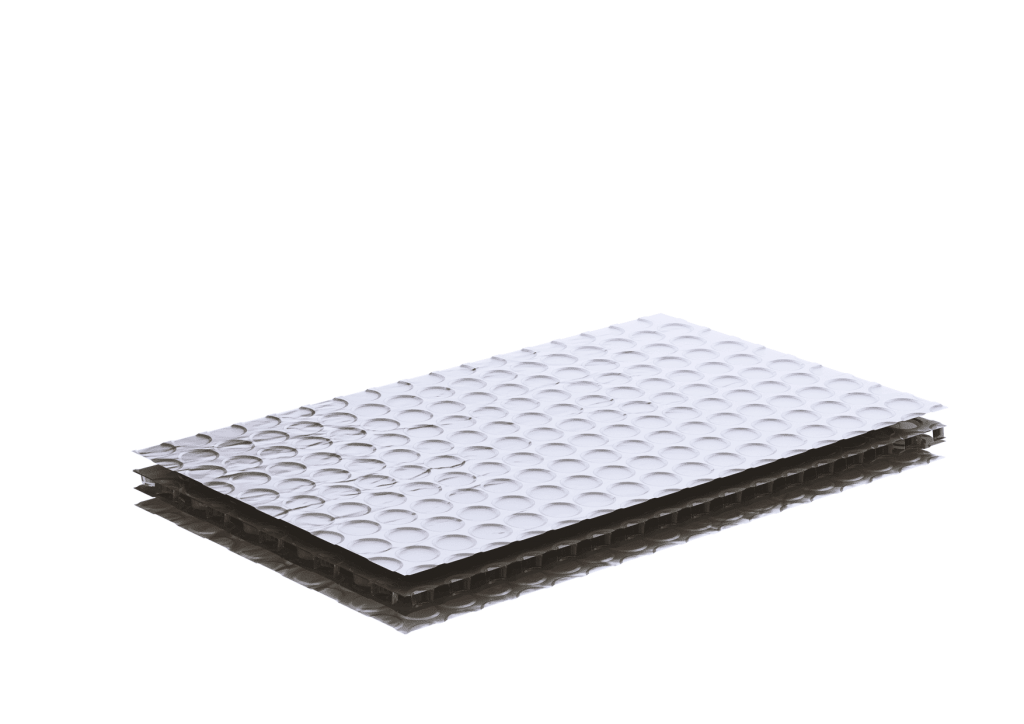
- Single layer reflecting air cell insulating foil
- For ship to label claims of +2°C to +25°C
- Suitable for exposure to hot and cold temperatures on medium risk lanes
Silverskin PRO PB500
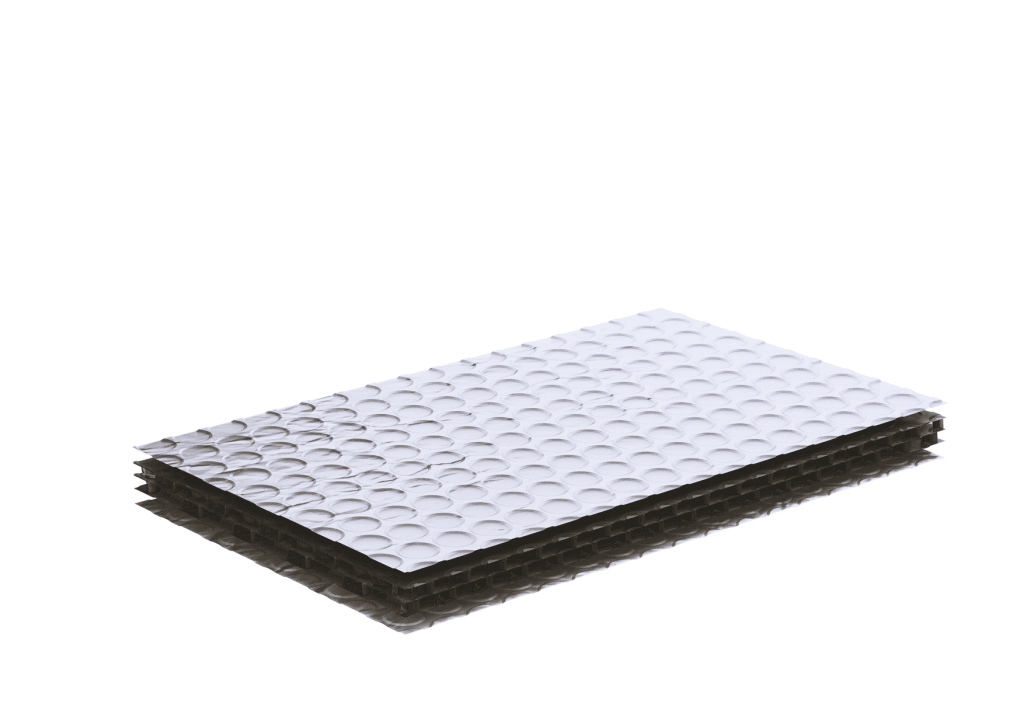
- Twin layer reflecting air cell insulating foil
- For ship to label claims of +2°C to +25°C
- Suitable for exposure to hot and cold temperatures on medium to high risk lanes
Silverskin QLT SQ6
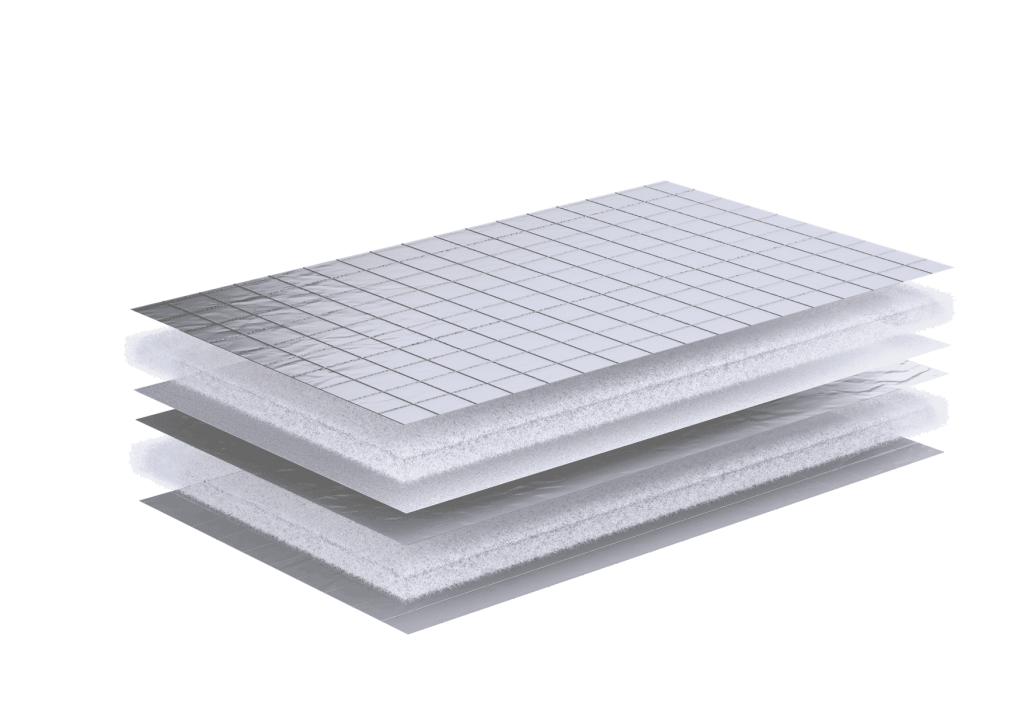
- Multi-layer reflecting insulating foil
- For ship to label claims of +15°C to +25°C
- Suitable for exposure to hot and cold temperatures on medium to high risk lanes
Silverskin QLT
- Multi-layer reflecting insulating foil
- For ship to label claims of +15°C to +25°C
- Provides +2°C to +8°C protection for short periods on controlled shipping lanes
- Suitable for exposure to hot and cold temperatures on high risk lanes